









Briquetting plant
The main aim of the briquetting plant is to recycle the fine and powdered by-products of the blast furnace production and to return them back into the technological process.
Briquettes are produced on the cold pressing line with the designed capacity of approximately 300 tons per day. This line is also can be used for production of paving tiles, curbs, slag blocks, concrete products with the size of working area 1150 x 700 x 300mm.
Briquette Production Technology
Fine charge materials used for briquetting are stored in bunkers, where from with the conveyor they are loaded into the intermediate bins, which are located inside the shop, and then are fed in portions by a special loader into the concrete-mixing unit.
Powdered materials are stored in bins, where from they are loaded in portions into the concrete-mixing unit. After mixing of all the components the formed mass is sent to the reception hopper of the vibropress. Portland cement is used as a binder.
The matrix of the press is a form with hexagonal cells. The briquettes are formed on a flat wooden pallet in number of 115 pieces; the height of a briquette is 80mm.
After lifting of the matrix the tray comes into the storage stack (holds 2 vertical rows of 16 trays each), which then is directed by the robot-conveyor to one of the steam chambers, capacity of a steam chamber is 6 stacks (192 pallets). Exposure time of the stack with briquettes in the steam chamber is approx. 36 hours.
After soaking in the steam chamber the stack by the robot-conveyor is directed to the snizhatelyu where pallets are unloaded one by one on the conveyor belt and then to a railway car or a truck. Then the briquettes are sent to the intermediate storage and can be delivered to external customers.
The main components of raw mixture:
- Iron ore or concentrate
- Coke breeze, 0 — 10mm
- Screenings of manganese ore, 0 — 10 mm
- Carbon-iron containing dust (from the dust collector and the dry gas cleaning plant)
- Carbon-manganese containing dust (from the dust collector and the dry gas cleaning plant)
- Screenings of ferromanganese, 0 — 3,2 mm
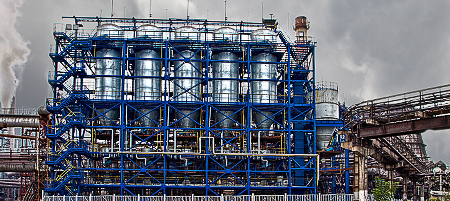
Briquetting plant

Fig.1. Briquetting plant

Fig.2. Bunkers

Fig.3. Loading of briquettes

Fig.4. Metallurgical briquettes
Joint-Stock Company
Kosaya Gora Iron Works
|
|
  |
|